Acidic electroless nickel plating is currently the most commonly used method of electroless nickel plating. The basic process of electroless nickel plating with rare earth elements is roughly the same, but the process performance and plating performance of ordinary electroless nickel plating have been improved and optimized. Can significantly improve the stability of the electroless nickel plating solution and increase the cycle life of the bath to extend the service life; can improve the hardness and wear resistance of the coating. These characteristics are the important research topics that the current electroless nickel plating must urgently improve and improve.
II. Process Specification and Performance of Rare Earth Acidic Electroless Nickel Plating
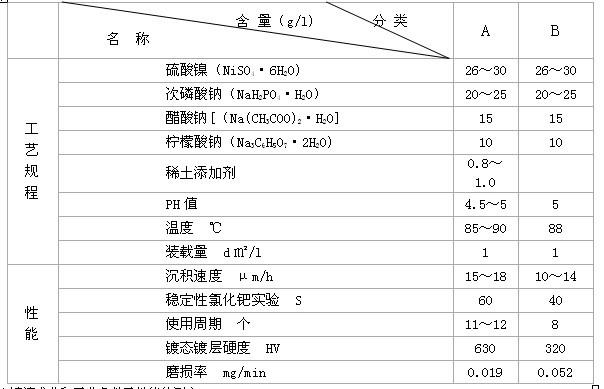
Now set the process specification of the rare earth acidic electroless nickel plating and the resulting coating is A, the general acid electroless nickel plating process specification and the resulting coating is B, as listed in the following table:
Click here for all news photos
III. Determination of plating bath composition and process conditions and performance
1. Nickel sulphate: The main component of the bath, the main source of nickel ions. The amount of tanking is generally 20 to 30g/l, nickel salt is too high, the plating rate is too fast and out of control, resulting in self-decomposition of the bath, stability decreases; when the deposition rate decreases, nickel salt must be added, the amount must be added according to the specific The situation and sodium hypophosphite are added in a certain proportion.
2. Sodium hypophosphite: As a reducing agent, it is the source of phosphorus ions in the nickel-phosphorus alloy coating. The advantage is that the price is low, easy to control, the resulting coating is nickel-phosphorus alloy coating, and has good corrosion resistance. The amount of groove is generally 20 ~ 25g/l.
The amount of sodium hypophosphite must be maintained at a relatively reasonable and stable ratio with the amount of nickel salt added. The ratio of the amount of ions is Ni2+:H2PO2-=1-1.5g/l: 4-6g/l. Nickel sulphate: sodium hypophosphite = 1:3.8-4. Because sodium hypophosphite is effective for depositing nickel and phosphorus, the total amount is about 30%, and most of it is consumed by other side reactions.
Sodium Acetate: A buffer that stabilizes the pH of the bath. The change of PH value directly affects the progress of electroless nickel plating. When the PH value increases, the deposition rate is too high.
3. Rapidly, the phosphorus content in the sediment layer decreases, and the utilization rate of the sodium hypophosphite reducing agent decreases. The pH must be adjusted with dilute sulfuric acid in time. Otherwise, the plating solution will decompose quickly and fail. When the pH value decreases, the deposition rate slows down. When the pH is less than 3, the deposition reaction stops, and sodium carbonate, potassium carbonate, and ammonia are added to increase the pH. The pH value of the rare earth acidic electroless nickel plating solution may be in the range of 4.5 to 5 with a fluctuation range of 0.5, and the rare earth-free plating solution is preferably stabilized at about 5.
4. Sodium citrate: Ligand (chelating agent). In the electroless nickel plating solution, the ligand can complex nickel ions to avoid precipitation, control the amount of free nickel ions available for reaction, and inhibit the precipitation of nickel phosphite. During the use of the plating solution, the ligand is brought out. The loss, when using several cycles, the phenomenon of turbidity appeared when heating the plating solution, indicating that the content of the ligand was insufficient and needed to be added in time to avoid spontaneous decomposition of the plating solution. The ligand also directly affects the phosphorus content of the coating and affects the corrosion resistance of the coating.
5.. Temperature: The temperature of the bath directly affects the deposition rate of acidic electroless nickel plating. If the operating temperature in the range of pH=4~5 is lower than 70°C, the reaction is basically stopped and generally maintained at 90±2°C. In the bath containing rare earth additive, the temperature is within 90±5°C, and the temperature fluctuation range is allowed to be larger. This is also one of the advantages of rare-earth electroless nickel plating. 6. Rare Earth Additives: It consists of rare earth elements and corresponding activators and accelerators. Its role compared with the rare earth-free nickel plating liquid has four obvious characteristics.
First, improve the stability: The stability test of palladium chloride solution was used to measure the A plating solution as 56S and the B plating solution as 40S. The stability of the rare earth-containing plating solution was obviously better than that of the common chemical plating solution.
Second, improve the use of the cycle: regular filtration and continuous cycle plating, uniform load 1dm2 / l, the initial plating temperature is 85 °C, after the temperature increased to 90 °C, A bath can be continuous plating 12 cycles, B bath can only be plated for 8 cycles. This shows that the rare earth nickel plating liquid has a long service life and the cost of the corresponding electroless plating is reduced.
Thirdly, the hardness of the coating is increased: the hardness of the A coating is 630 HV measured by the HMF-3 microhardness tester, and the hardness of the B coating is 420 HV (all are not heat-treated coating), so the hardness of the rare earth coating is not increased. Compared with the hardness of the rare earth plating, the hardness is greatly improved.
Fourth, to improve the wear resistance: the wear resistance is good or bad, the impact of the quality of the electroless nickel plating layer is greater, the plate wear test on the MM-200 wear machine, the wear rate of the A coating is 0.019mg/min, B The wear rate of the plating layer is 0.032 mg/min, and the wear resistance of the rare-earth electroless nickel plating layer is more than double that of the electroless nickel plating layer without the rare earth.
The amount of rare earth additives used is 0.8 ~ 1g / l, must be divided into the second addition to the bath, the total amount of 60% of the total with the previous tank, the total amount of 40% added, the plating solution is evenly added when unloaded. Rare earth does not have to be added too much. Adding more is not only a waste of material, but will affect the use of results.
IV. Mechanism of rare earth electroless nickel plating
An electrochemical oxidation-reduction reaction between the rare earth ions and the reducing agent is not possible, but when the nickel ions are reduced, the electrons provided by the phosphite are required. As long as there is a compound capable of improving the empty orbit and transporting free electrons, the plating solution It can greatly improve the oxidation-reduction reaction rate and create favorable conditions for the reaction. The characteristics of rare earth elements possess this function. At the same time, rare earth elements have a strong internal adsorption capacity, which can accelerate the reduction and formation of nickel nucleus and interact with H2PO2- which simultaneously adsorbs on the metal surface to accelerate the breakage of the PH bond in H2PO2-, accelerating the precipitation of nickel and hydrogen The precipitation has played a role in promoting and optimizing the entire process of electroless nickel plating.
The classic design of the Peristaltic Pump head has strong chemical resistance, stable performance, wide flow range, stronger practicability, convenient operation and wide application.
Our main products include micro pumps, pump control systems, micro peristaltic pumps, micro diaphragm pumps, vacuum pumps and accessories. All products can be customized according to your special requirements. Our products are widely used in medical machinery, Laboratory equipment, water treatment, printing, automotive products, etc.
Multi-channel peristaltic pump head,Micro peristaltic pump head,Mini peristaltic pump head
Changzhou Yuanwang Fluid Technology Co., Ltd. , https://www.ywfluid.com