The same plastic raw materials will vary according to different processing methods. There are many plastic molding methods, such as injection molding, extrusion, blow molding, foam expansion, etc. The following will list 13 plastic molding methods. Describe how it works.
First, extrusion molding
Overview
Extrusion is a molding method in which a heated molten polymer material is forced to pass through a die to form a continuous profile having a constant cross section by the action of a screw or a plunger.
application
Forming of pipes, rods, monofilaments, sheets, films, wire and cable cladding and other profiles.
Characteristics
It has high production efficiency, simple manufacture and continuous production. It plays an important role in the plastic molding processing industry.
Second, injection molding
Overview
Injection molding (injection molding) is a method in which a thermoplastic or thermosetting molding compound is uniformly plasticized in a heating cylinder and then pushed by a plunger or a moving screw into a cavity of a closed mold.
The granulated or powdered plastic is added to the heated barrel through the hopper of the injection molding machine, and the plastic is heated and melted. Under the pressure of the screw or the piston of the injection molding machine, the nozzle enters the mold cavity through the nozzle, and the plastic fills the cavity and is hardened by cooling. After shaping, after demoulding, a plastic part having a certain shape is obtained. Injection molding is suitable for almost all thermoplastics.
The molding method can be divided into the following six categories:
(1) Exhaust injection molding: The vented injection machine for vented injection molding has an exhaust port in the middle of the barrel and is also connected to the vacuum system. When the plastic is plasticized, the vacuum pump can be placed in the plastic. The combined water vapor, monomer, volatile substances and air are pumped away through the exhaust port. The raw materials do not need to be pre-dried, thereby improving production efficiency and improving product quality. It is especially suitable for the molding of moisture-absorbing materials such as polycarbonate, nylon, plexiglass and cellulose.
(2) Flow injection molding: Flow injection molding can be used with ordinary moving screw injection machines. That is, the plastic is continuously plasticized and squeezed into a mold cavity having a certain temperature. After the plastic fills the cavity, the screw stops rotating, and the thrust of the screw is used to maintain the material under the pressure for a suitable time, and then cooled and shaped. The plasticized article is not stored in the cartridge, but is continuously squeezed into the mold, so it is a combination of extrusion and injection.
(3) Co-injection molding: Co-injection molding is a method in which plastics of different varieties or different colors are simultaneously or sequentially injected into a mold by using an injection machine having two or more injection units. In this way, composite products of various colors and/or multiple plastics can be produced. Representative co-injection molding is two-color injection and multi-color injection.
(4) No-channel injection molding: a molding method in which a split runner is not provided in a mold, and a molten nozzle is directly dispensed into each cavity by an extension nozzle of the injection machine. During the injection process, the plastic in the flow path maintains a molten flow state and does not come out together with the product during demolding, so that the workpiece has no flow path residue.
(5) Reaction injection molding: The principle of reaction injection molding is that the reaction raw materials are metered by a metering device, pumped into a mixing head, collided and mixed in a mixing head, and then injected into a closed mold at a high speed, rapidly solidified, demolded, and taken out. . It is suitable for processing some thermosetting plastics and elastomers such as polyurethane, epoxy resin, unsaturated polyester resin, silicone resin, alkyd resin.
(6) Injection molding of thermosetting plastic: granular or agglomerated thermosetting plastic, which is plasticized into a viscoplastic state by the action of a screw in a cylinder with strict temperature control. Under a high injection pressure, the material enters a certain temperature range. Cross-linking curing in the mold.
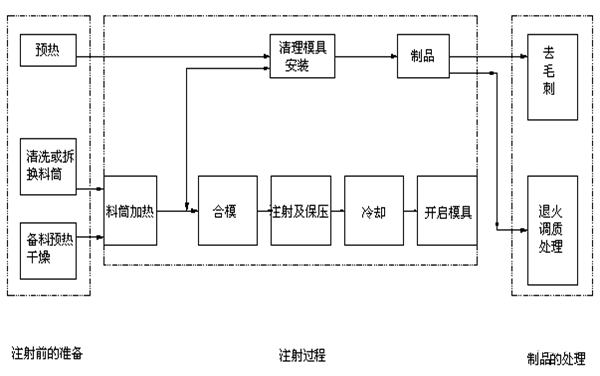
(injection molding flow chart)
Third, blow molding
Overview
Blow molding is a must-have method for manufacturing hollow articles. From a process point of view, there are two main types:
Continuous extrusion blow molding: In a continuous process, a fixed extruder plasticizes the molten polymer and extrudes it through a handpiece to produce a continuous parison. For the molding of large blow molded parts, it is also necessary to use a storage tank to prevent the vertical extension of the parison.
Batch blow molding: In the batch blow molding process, the material is stored in the barrel and then injected once. Due to its fast production speed, batch blow molding can be used for the manufacture of baby bottles.
In terms of molding properties, there are mainly five forms:
Extrusion blow molding, injection blow molding, extrusion stretch blow molding, injection stretch blow molding, multilayer blow molding.
Process
One-step method - note - pull - blow bottle
Injection parison → parison heating → stretching → blow molding → demoulding
One-step method - squeeze - pull - blow bottle
Extrusion tube blank → Tube blanking → Parison moving to stretch blow mold → Stretch blow molding → Demoulding
(Blow molding process demonstration)
Recommended reading: Summary of 17 major problems and solutions for blown film
Fourth, foam molding
Overview
Foam molding is the process of creating a microporous structure in plastics. Almost all thermosetting and thermoplastics can be made into foams. Commonly used resins are polystyrene, polyurethane, polyvinyl chloride, polyethylene, urea formaldehyde, phenolic and the like.
According to the cell structure, the foam can be divided into two types. If most of the pores are connected to each other, it is called open cell foam; if most of the pores are separated from each other, it is called closed cell foam. The open or closed cell foam structure is determined by the method of manufacture.
application
Insulation materials, heat insulation materials, shock absorbing materials, floating materials (hard closed cells), filter materials (openings), packaging materials, air cushions, interior materials, etc.
Recommended reading: use PP as a foam board, from production to application, all!
Five, calendering
Overview
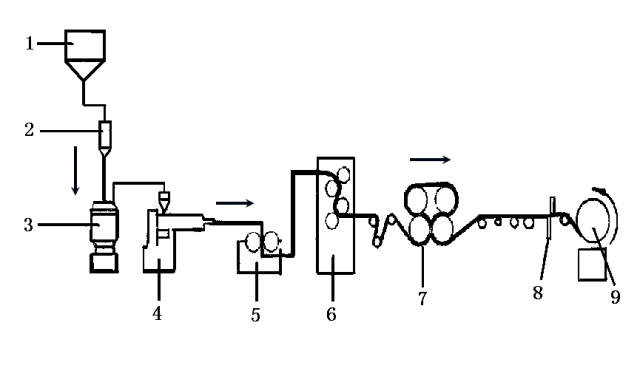
Calendering is a molding method in which a thermoplastic plasticized plastic is passed through two or more oppositely rotating roll gaps to form a continuous sheet of a predetermined size.
application
Calendered artificial leather, film, plastic sheet, plastic floor leather, floor tiles, plastic wallpaper, etc.
Process
Resin/Auxiliary→Formulation→High-speed kneading→Mastication (opening/compacting)→melting and smelting of the opener→four-roll calender rolling→extraction→(cooling) printing (rolling) and other post-treatment.
Sixth, static casting molding
Overview
The prepared casting raw materials (monomer, prepolymer, high polymer and monomer solution, catalyst, etc.) are injected into a mold at a certain temperature to be solidified (polymerization is completed), thereby obtaining a shape similar to that of the cavity. The molding method of the product is called static casting.
application
i. preparation of plexiglass;
Ii. unsaturated polyester (artificial marble);
Iii. a polyamide such as a base catalyzed polycaprolactam (cast nylon, monomer cast nylon, MC nylon);
Iv. Epoxy resin.
Seven, centrifugal casting molding
Overview
The plastic raw material is cast into a mold or container of a certain temperature rotating at a high speed, and under the action of centrifugal force, it is evenly covered with the mold or the inner wall of the rotating body, and then hardened and shaped to obtain a molding method of the product.
application
Large pipes, bushings, washers, pulleys, rotors, gears, etc.
Eight, rotomolding (rotary molding)
Overview
The quantitative liquid or paste plastic is poured into a mold of a certain temperature, and the mold is rotated in two directions, the plastic is melted, plasticized, and the inner wall of the cavity is uniformly covered by the self-weight, and the product is obtained by cooling and solidifying the mold release.
application
Toys, balls, bottles, cans and other products.
Nine, casting film
Overview
A molding method in which a thermoplastic resin and a solvent are mixed into a solution having a certain concentration, and then flowed on a continuously rotating substrate at a constant speed to remove the solvent by heating, and further melt-plasticized. The solution concentration ranges from 5 to 10% (depending on the film thickness).
application
Triacetate, polyvinyl alcohol, chloroacetic acid copolymer.
Ten, plastic molding
Overview
Pour the polyvinyl chloride sol plastic into a mold at a certain temperature (170~180oC) for a period of time (30-60s). A layer close to the inner wall of the mold is heated and gelled, and the non-gelled portion is poured out and then attached. A layer of heat is melted on the inner wall of the mold, and the mold is cooled to obtain a method for forming the product.
application
Toys, bottles, etc.
Main factors affecting thickness
Paste viscosity; mold temperature; in-mold residence time, etc.
Eleven, thermoforming
Overview
The plastic sheet cut into a certain size and shape is clamped on the frame of the mold, and is heated and softened between Tg and Tf, and then pressed against the mold surface by the applied pressure to obtain a shape similar to the profile. The molding method of the product is obtained after cooling setting and trimming.
application
Instrument housings, toys, radomes, aircraft covers, three-dimensional maps, human head models, packaging products, medical appliances, automotive parts, building components, etc.
Available materials
PVC, PMMA, PE, ABS (common), etc. HDPE, PA, PC, PET (less used), etc., the sheet can be prepared by casting, calendering, extrusion, and the like.

(Compared with six thermoforming process drawings)
Twelve, compression molding
Overview
Compression molding is the abbreviation of compression molding, also known as compression molding. A plastic or rubber compound is formed into a plastic processing method of a product by heating and pressurizing in a closed cavity. Generally, powders, granules, granules, flakes, and even preforms similar in shape to the product are placed in the cavity of the heated mold, and then closed mold is pressed to form and solidify or vulcanize. This method is especially suitable for the molding of thermosetting plastics. The disadvantage is that the production cycle is long, the efficiency is low, and the dimensional accuracy of the product is poor.
Compression molding consists of three processes: pre-compression, pre-heating and molding:
(1) Pre-pressing - an operation of preliminarily pressing a powder or a fibrous molding compound into a shape in order to improve the quality of the product and to improve the molding efficiency.
(2) Preheating - In order to improve the processing properties of the molding compound and shorten the molding cycle, the molding compound is heated prior to molding.
(3) Molding - adding the required amount of plastic to the mold, closing the mold, venting, holding at the molding temperature and pressure for a while, and then releasing the mold.
The main equipment for compression molding is a press and a mold. The most used presses are self-contained hydraulic presses, with tonnages ranging from tens of tons to hundreds of tons. There are down presses and presses. The molds used for compression molding are called press molds and are divided into three categories: overflow molds, semi-overfill molds, and non-overfill molds.
Process
Material pretreatment (preloading, preheating) → adding material to the feeding chamber → clamping → exhausting → heating and curing → demoulding → cleaning the mold → post-processing of the product
13. Gas-assisted molding
Overview
Gas-assisted molding (GIM) refers to the injection of high-pressure inert gas when the plastic is filled into the cavity (90%~99%). The gas pushes the molten plastic to continue filling the full cavity, and the gas pressure is used instead of the plastic pressure-holding process. An emerging injection molding technology.
Process
Clamping → Plastic filling → Gas injection → Holding, cooling → Exhausting, mold opening
R410A is an HFC blend designed for new R22 applications. It operates at higher pressures than many other refrigerants, and so cannot be used to retrofit R22 systems. Systems designed for R410A can take advantage of its ability to use smaller components, making it a key refrigerant for domestic and light air conditioning equipment. R410A's low glide also makes it suitable for some centrifugal compressors, and it can operate in low temperature applications.
High Quality R410A Gas,R410A Refrigerant,Blend Refrigerant Gas R410A,Mixed Refrigerant Gas R410A
ZHEJIANG ZHONGLAN REFRIGERATION TECHNOLOGY CO.,LTD , https://www.uiszl.com