First, physical and chemical testing
1. Macro inspection
The bolt breaks at the stem, and the macroscopic shape of the fracture is shown in Fig. 1. The bolt fracture is perpendicular to the axis, and the entire fracture can be divided into three zones: the fracture source zone, the radiation zone and the shear lip zone. The source region of the fracture is at the center of the fracture, and the area of ​​the fracture is small; the radiation zone is a fast brittle fracture zone, showing obvious radial stripe characteristics, and the radial stripes converge to the center of the fracture, which is the source of the fracture, and the area of ​​the radiation zone is large. It accounts for 70%-80% of the total area of ​​the fracture; the shear lip area is at the peripheral edge of the fracture, which is the final fracture zone and is about 45° with the fracture surface. These characteristics indicate that the bolt fracture is a typical type of fracture occurring under tensile load, and is mainly brittle fracture.
2, chemical composition analysis
The chemical composition of the bolts was analyzed using a Labspark 750 spark spectrometer. The results are shown in Table 1. It can be seen from Table 1 that the chemical composition of the bolts meets the technical requirements of the agreement for B7 steel.

3, fracture analysis
The Japanese JSM-6480 scanning electron microscope and Oxford INCA-350 spectrometer were used to observe the micro-morphology and micro-area composition of the bolt fracture. The fracture is an abnormal intergranular or intergranular + local transgranular cleavage fracture. The size of this region is 400-550μm. The fracture source region along the crystal fracture morphology is shown in Fig. 2, and the crystallization and transgranular cleavage fracture characteristics are shown in Fig. 2. As shown in Fig. 3, the local brittle transgranular cleavage fracture morphology of the fracture source region is shown in Fig. 4, and the quasi-cleavage fracture characteristics are shown in Fig. 5. The fracture area of ​​the radiation area is relatively large, accounting for 70% to 80% of the entire fracture, and its microscopic characteristics are typical brittle cleavage fractures. Around the fracture is the last fractured lip region, which is characterized by a large number of tearing dimples (Fig. 6).
4. Metallographic examination
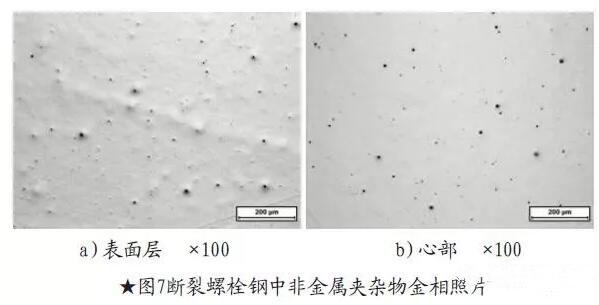
(1) Non-metallic inclusions
After the fracture is ground and polished, the metallographic sample is observed under an optical microscope, and the non-metallic inclusions in the steel are rated according to the GB/T10561-2005 standard rating chart. As shown in Fig. 7, the non-metallic inclusions in the broken bolt steel have no significant difference between the surface layer of the fractured bolt steel and the non-metallic inclusions in the core. The class D ring oxide inclusions are about D2 to D2.5.
(2) bolt surface and core metallographic structure
After being etched by a volume fraction of 3% nitric acid solution, the metallographic structure of the fracture bolt was observed by optical microscopy and scanning electron microscopy. After the cross-section of the bolt shank is etched, the metallographic structure of the surface layer of the bolt is observed under an optical microscope as shown in Fig. 8. It is a fine and uniform tempered sorbite structure. At about 15mm from the surface, there are more point-like, small-like ferrite structures in the local area, and there are deep black structures along the crystal distribution, with traces of incomplete hardening, and the light gray areas are small and uniform. The tempered sorbite structure still retains the morphological characteristics of the acicular martensite.
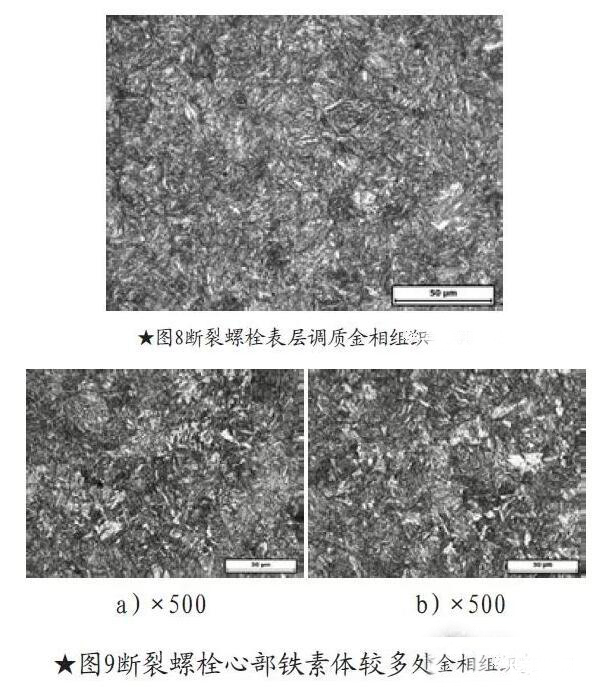
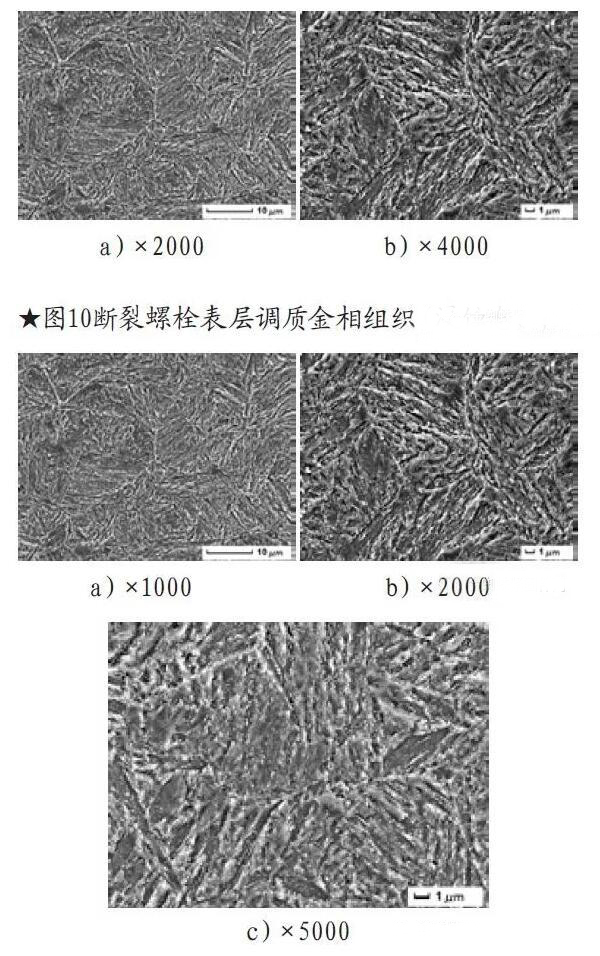
The metallographic structure of the core of the bolt is shown in Fig. 9. It can be seen from Fig. 9 that the metallographic structure of the bolt core is more uneven, and the amount of point and small pieces of ferrite is more, and there are strips or needles. Wei's organizational characteristics. Under scanning electron microscopy, the metallographic structure of the surface layer of the bolt is a normally uniform tempered sorbite structure with needle-like features (Fig. 10). The small piece of ferrite in the core of the bolt is black (white under a metallographic microscope), and the metallographic structure is also characterized by slats, which are partially needle-like (Fig. 11).
★ Figure 11 Metallographic structure of the core of the broken bolt (etched state, SEM)
5, hardness test
The hardness test was carried out on the cross section of the bolt by the HR-150A Rockwell hardness tester. The hardness test results from the bolt surface to the core are shown in Table 2. It can be seen from Table 2 that the surface hardness is 35.1 to 38.3 HRC, and the core hardness is 35.4 to 37.7 HRC.

Second, analysis and discussion
The fracture analysis of the broken bolt shows that the fracture source is located at the center of the bolt, and the fracture source is fractured along the crystal or along the crystal + local transgranular cleavage. The size of the fracture source is 400-550μm, and almost no abnormality of the dimple is observed. Fracture. The area of ​​the fracture radiation area is relatively large, accounting for 70% to 80% of the entire fracture. It has obvious radial stripes and is a rapid crack propagation zone, which is a typical brittle cleavage fracture.
2. The brittle fracture caused by the rapid expansion of the crack caused by the crack of the core part under the tensile load under the tensile load. The high-strength bolts are quenched and tempered, and their strength and toughness are well matched. The final fracture zone of the bolt has a shear lip, but the intergranular fracture of the core indicates that the grain boundary strength is low, which is improperly controlled by the raw material rolling process and has defects. Caused by organizational defects.
3. The metallographic structure analysis of bolt fracture shows that the surface metallographic structure is uniform tempered sorbite, and the unevenness of the structure begins from about 12 to 15 mm from the surface, and there are a small amount of punctate and small massive ferrite. And the distribution along the crystal is dark black tissue (with incompletely hardened features), the unevenness of the heart tissue is more obvious, the white-colored bright small block of ferrite increases, and the local strip or needle-like Wei's tissue characteristics This is related to the existence of poor structural defects in hot rolling of bolt raw materials and insufficient heating of quenching and tempering heat treatment. When the bolt is quenched and heated in the mesh belt furnace, the loading speed is large, the mesh belt moves faster, the bolt heating is insufficient, the austenitization of the core is insufficient and uneven, and the bolt is not completely hardened.
4. Metallographic examination analysis shows that there are punctiform and small-shaped ferrite structures at 12~15mm from the surface, indicating that the core of the bolt is not completely hardened, and the high temperature tempering will cover the truth that the quenching is not completely hardened. The empirical method should determine the hardness of the core in the quenched state of the bolt.
5, high-strength bolts in the case of insufficient quenching heating, the surface hardness can reach the technical requirements of 36 ~ 38HRC, and in line with GB/T3098.1-2010 "fastener mechanical properties bolts, screws and studs" in the 10.9 level Strength requirements. When the number of non-martensite is large in the bolt structure, the toughness of the bolt is reduced, but it does not cause an abnormal intergranular fracture in the source region of the bolt core.
III. Conclusions and recommendations
1. The early breakage of the bolt portion during the installation of the bolt is an abnormal brittle fracture. The intergranular fracture and cleavage fracture appearing in the fracture source area are mainly caused by the existence of structural defects in the hot-rolled raw material of the bolt. There is a small amount of small ferrite in the core of the bolt and a dark black structure along the crystal distribution, indicating that the bolt has insufficient heating during heat treatment, but it is not the main cause of the brittle fracture of the bolt.
2. The reason for the insufficient quenching and heating of the bolt may be related to factors such as excessive mesh furnace furnace loading, fast mesh belt movement speed and uneven bolting furnace. It is recommended that each batch of bolts be heat-treated, one quenched bolt should be taken every shift, and the cross-section specimen of the rod should be taken. The hardness change should be measured every 3~4mm from the surface to the core, and the hardenability of the alloy phase should be analyzed. To ensure that the high-strength bolt core tissue reaches approximately 90% martensite.
3. The metallurgical quality of bolt B7 steel is general, and no serious non-metallic inclusions and other defects are found. Strengthen the inspection of the hot-rolled raw material organization of bolt B7 steel, and analyze the strip structure and defective microstructure of hot processing. Through the process test, a reasonable heat treatment process is determined.
The main method used for high-strength bolt construction is the torque method. The high-strength bolt connection torque coefficient is an important factor to ensure the accuracy of the high-strength bolt pre-tightening axial force. For current surface treatment processes, the torque factor of the high-strength bolted joints also changes as the ambient temperature and humidity change. Therefore, temperature and humidity changes can cause the torque coefficient to be discrete, which makes the pre-tightening axial force of the high-strength bolts discrete. This discrete phenomenon is difficult to control in high-strength bolt construction. Therefore, a new surface treatment process with a torque coefficient that is not affected by temperature and humidity has been developed, which is the future development direction of high-strength bolts. 
Editor in charge: Hu Na
China Dicalcium Phosphate Uses,Dicalcium Phosphate Fertilizer manufacturer, choose the high quality Dicalcium Phosphate Grey Powder, Dcp Grey Powder , etc.
DCP Dicalcium Phosphate with SB ,bentonite ,and Sulphur .we can make the fertilizer grade Phosphate as your OEM .DCP Dicalcium Phosphate Feed Grade used as a kind of feed supplement, which could provide Ca & P in feed for animals. Phosphorus has significant role in animal metabolism and has physiological functions comparing to other minerals. Feed grad DCP is widely used in poultry feed as an important additive, thanks to its high nutritious affect. It's easy to be digested and absorbed by farm livestock, accelerated their growth and development, shortened the fattening period, gained weight rapidly.
Dicalcium Phosphate (DCP) Fertilizer
Dicalcium Phosphate Uses,Dicalcium Phosphate Fertilizer,Dicalcium Phosphate Grey Powder,Dcp Grey Powder
MIDI FEED BIOTECH LIMITED , https://www.midifeed.com