Abstract: In the cutting of solar wafers, the guide pulley is a very important wear part. During the slicing process, along with the slow decline of the table, the steel wire carries the mortar at a high speed in the guide wheel groove to play a cutting role on the silicon block. The coating, groove type, groove depth and angle of the guide wheel play a key role in the cutting quality. This article mainly discusses the impact of the guide wheel on the quality of solar crystal silicon cutting.
0 Preface
The guide wheel is the wheel body responsible for winding in the wire saw machine. The inside is made of steel and a layer of polyurethane is laid outside. The rotation is driven by the bearing at both ends and the screw thread passed through in the middle. The guide wheel can be used after being slotted by the slotting machine. These slots are fine and evenly distributed. The coating, groove type, bearing pad and guide wheel runout of the guide wheel all have an important influence on the cutting quality.
1 Guide wheel coating
The material of the guide wheel coating is polyurethane. The coating hardness and wear resistance of different manufacturers are different, which leads to the guide pulley service life and the degree of change of guide wheel groove type during cutting.
2 slot type
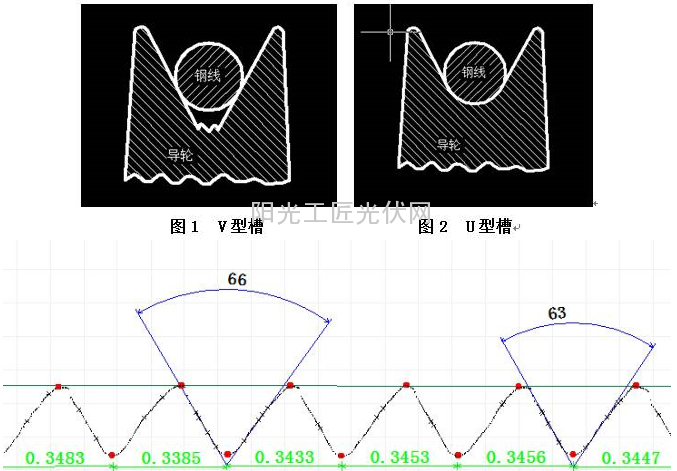
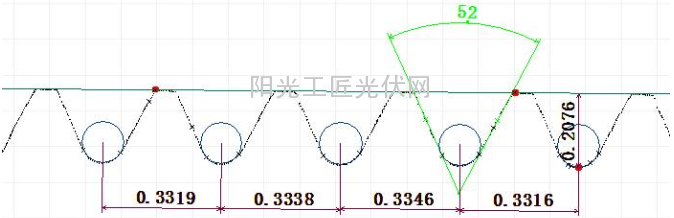
At present, the guide wheel slot type commonly used for wire saw machines is a V-groove, with an angle of 40°-80° and a groove depth of 180-250 μm. However, since the size of the bottom of the V-shaped groove is not easily controlled and the shape is irregular, the steel wire cannot be started at the beginning. At the bottom of the tank, it is stuck in the middle. During the cutting process, as the steel wire runs at a high speed in the tank, the bottom of the guide wheel groove wears quickly due to friction. When the steel wire is operated in the V-shaped groove, the steel wire is also easy to sway around in the groove. When the steel wire pulsates seriously, it even jumps out of the V-shaped groove into another V-shaped groove, causing tension instability, and cutting does not occur. Qualified silicon wafers, such as thickness deviation wafers, TTV wafers, and sawn wafers. Due to the quicker wear of the V-groove guide pulley groove and the shorter service life, the guide pulley needs to be replaced frequently, which will affect the productivity.
At present, there is a new groove type that changes the V-shaped groove shown in FIG. 1 to the U-shaped groove shown in FIG. 2 , and the arc radius at the bottom of the groove is the radius value of the steel wire for cutting. The two side walls of the groove are still V. type. Because the steel wire will wear during the cutting process, the diameter of the steel wire at the entrance and exit of the guide wheel is different (depending on the length of the cut silicon block, the difference is about 8-15 μm), which needs to be based on the wear of the wire. The arc radius value is compensated. For example, the initial diameter of the steel wire is 130 μm. When the wire is cut to the outlet, the wire loss is 10 μm. The guide wheel diameter of the outlet is 120 μm, and the bottom of the guide groove between the entrance and exit Values ​​require segment compensation. In this way, the diameter of the bottom of the guide pulley groove is consistent with the diameter of the steel wire, so the steel wire is relatively stable during high-speed operation in the tank, and the steel wire does not move around. The cut-out silicon wafer has a good appearance and does not appear. Saw marks or TTV super bad films improve product quality. The angle between the two side walls matching this groove type is 45°-60°, and the groove depth is 180 μm-200 μm. The relationship between the angle and the groove depth is that the smaller the angle, the deeper the groove depth. When the steel wire is driven in a new type of groove, the wear of the guide groove is reduced, the service life of the guide wheel is prolonged, the frequent replacement of the guide wheel is avoided, and the working efficiency is improved.

By comparison, it can be seen that the service life of the U-groove guide wheel is significantly higher than that of the V-groove guide wheel, and the cutting quality has been improved and improved.
3 guide wheel bearing
Because the guide wheel rotates at a high speed during the cutting process and causes the wear of the guide wheel bearing bush during the process of changing the guide wheel, the guide wheel may easily cause the vibration when the guide wheel rotates, resulting in the appearance of the TTV piece. Therefore, the guide bush should wear out after it has worn out.
4 guide wheel beat
Guide wheel run will affect the tension of the steel wire. If the guide wheel bounce is large, it will easily produce TTV super bad and saw marks. Therefore, after changing the guide wheel, you need to use a dial gauge to measure the run-out of the guide wheel to make it meet the requirements. Standard requirements.
we produce ferro barium silicon 10000mt/year,we export the material to india,japan,korea,Russia,Europe,America ect.
specification:ba:30%min si:50%min Al:2%max C:1%max s:0.05%max P:0.05%max
ba:28%min si:50%min Al:2%max C:1%max s:0.05%max P:0.05%max
Silicon Barium 50/28,Calcium Silicon Barium,Silicon Barium Deoxidant
Shizuishan Ketong Metallurgy Industry And Trade Co., Ltd. , https://www.ketongmetallurgy.com